Cold Forging
CHISEN® has been supplying cold forging products to multiple industries for more than a decade. We have helped our customers maximize supply chain efficiency and improved production costs. With our extensive cold forging knowledge and experience, CHISEN® has also helped our customers consolidate their supplier base. Our customers with cold forging needs are from a scope of industries such as energy, automotive, bus, heavy duty truck, marine, rail etc.

Cold Forging
What Is Cold Forging?
Cold forging deforms metal below its recrystallization point – near to or at room temperature. A preferred forging method for softer metals (such as aluminum), cold forging is less expensive and has the ability to produced forged parts that require little or no finishing processes.
How are Cold Forgings Made?
Basically, cold forging process entails bar stock to be inserted into a die and then squeezed with a second closed die. Similar to the cold heading process (the difference that cold forging makes use of vertical presses instead of horizontal cold heading machines), the work piece is squeezed between two dies until it assumes the desired shape of the die.
Deformation occurs at room temperature, causing a change in the size and shape of the metal. Note here that this forging method is volume specific and generally compliments the cold heading processes by adding more intricate shapes to the blank used in cold heading processes.
Basic equipment types used for the forging method range to include vertical presses, either fully automatic or manually fed. Also note that these vertical presses used can be either hydraulically powered or mechanically powered.
A reliable and cost effective process, some of the parts produced using cold forging includes those for use in the automotive electrical industry and range to include:
- Parts for car seats and alternators (such as the claw-pole)
- Different types of gears used on other parts
- Parts for starter motors such as transmission solenoid body, core and plunger, to name but a few examples)
- Motorcycle parts such as those for flywheel magnetos
- Parts that are hollow with shafts and stems
- Parts used for valves and switches
- Cold forging is also used to produce anti-vibration spiders and parts
Advantages of Cold Forgings
- No heating is required
- Better interchangeability, productivity
- Superior dimensional control
- High rates of production
- Capability to impart directional properties onto the metal being formed
| Material | Characteristics | Application |
|---|---|---|
| Stainless Steel | Corrosion-resistant |
|
| Low Carbon and Low Alloy Steel | Easily processed Good mechanical properties Low material cost |
|
| HSLA/Microalloy Steel | Good mechanical properties Low material cost Simple thermomechanical treatment |
|
| Aluminum | Good strength-to-weight ratio Readily forged |
|
| Aluminum A356.0 | Good strength-to-weight ratio Readily forged |
|
| Nickel-Base Superalloy | Oxidation resistance Creep-rupture strength |
|
| Titanium | High strength Low density Excellent corrosion resistance |
|
Secondary Operations and Heat Treatment of Cold Forgings We Offer
- High precision machining
- Punching, drilling, tapping, bending, milling
- Painting, anodizing, black oxide, powder coating
- Heat treatment
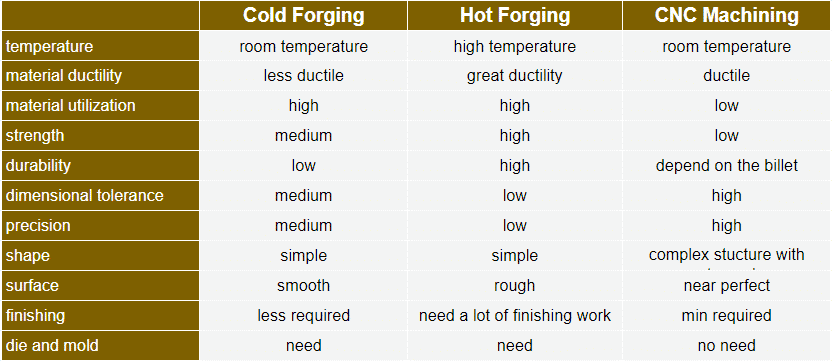
Cold Forging Vs Hot Forging Vs CNC Machiniing
What Is Cold Forging?
Cold forging, cold extrusion, and cold heading are general terms for plastic processing. Cold forging, also called cold volume forming, is a manufacturing process and a processing method. Cold forging is the forming process below the recrystallization temperature of the material, and the forging performed below the recovery temperature.
In production, forging without heating the blank is called cold forging. Cold forging materials are mostly aluminum and some alloys, copper and some alloys, low-carbon steel, medium-carbon steel, and low-alloy structural steel with low deformation resistance and good plasticity at room temperature.
Cold forgings have good surface quality and high dimensional accuracy, which can replace some cutting processes. Cold forging can strengthen the metal and increase the strength of the parts.
It is basically the same as the cold stamping process.
The cold forging process is also composed of three elements: materials, molds, and equipment. However, the material in the stamping process is mainly plate, while the material in the cold forging process is mainly a disc or wire.
Cold forging refers to various volume forming performed below the recrystallization temperature of the metal. From the theory of metal science, the recrystallization temperature of various metal materials is different; T then = (0.3~0.5) T melting.
T melting is shown in the following table:
| Metal | Minimum Recrystallization Temperature/Celsius | Metal | Minimum Recrystallization Temperature/Celsius |
| Iron (Fe) and copper | 360~450 | Tin(Sn) | 0 |
| Copper(Cu) | 200~270 | Lead(Pb) | 0 |
| Aluminum(Al) | 100~150 | Tungsten(W) | 1200 |
From the figures in the table, the minimum recrystallization temperature of ferrous metals and non-metals can be saw. Even at room temperature or normal temperature, the forming process of lead and tin cannot be called cold forging, but hot forging.
However, the forming process of iron, copper, and aluminum at room temperature can be called cold forging.
The shape of cold-forged parts is becoming more and more complex, from the initial stepped shafts, screws, screws, nuts and conduits, etc., to parts with complex shapes.
The typical process of spline shaft is positive extrusion rod part-upsetting middle head part-extrusion spline;
The main process of the spline sleeve is: reverse extrusion of the cup-shaped piece-punching the bottom to make a ring-positive extrusion sleeve.
The cold extrusion technology of cylindrical gears has also been successfully used in production. In addition to ferrous metals, cold extrusion applications of copper alloys, magnesium alloys, and aluminum alloys are becoming more and more extensive.
Scope of application
The current rapid development of the automobile industry, the motorcycle industry, and the machine tool industry provide the driving force for the development of the traditional technology of cold forging.
Technical introduction
Craft
Cold precision forging is a (near) net forming process. The parts formed by this method have high strength and precision and good surface quality.
At present, the total amount of cold forgings used in an ordinary car abroad is 40~45kg, of which the total amount of tooth-shaped parts is more than 10kg. The weight of a cold-forged gear can reach more than 1kg, and the tooth profile accuracy can reach level 7.
Continuous process innovation has promoted the development of cold extrusion technology. Since the 1980s, domestic and foreign precision forging experts have begun to apply split foraging theory to cold forging forming of spur gears and helical gears.
The main principle of shunt forging is to establish a material shunt cavity or shunt channel in the forming part of the blank or die.
During the forging process, while the material fills the cavity, part of the material flows to the shunt cavity or shunt channel. The application of shunt forging technology enables the small and no-cutting processing of high-precision gears to quickly reach the industrial scale.
For extruded parts with a length-to-diameter ratio of 5, such as piston pins, a cold extrusion can be achieved by adopting a wide range of axial residual material through axial splitting, and the stability of the punch is very good; for flat spur gears forming, the use of radial residual material block can also realize the cold extrusion of the product.
Blocked forging is to form one or two punches one-way or oppositely extruding metal in a closed die to obtain a near-net-shape precision forging without flash.
Foreign countries adopt occluded forging technology to produce these net-shape forgings, which saves most of the cutting processing and greatly reduces the cost.
Skills requirement
Cold forging technology has higher forming accuracy than warm forging and hot forging and has its unique advantages in the field of precision farming.
The application of cold forging technology improves the smoothness, dimensional accuracy, and surface strength of the inner chamber, prolongs the life of the barrel, improves the shooting accuracy of the gun correspondingly, and facilitates the processing of the tapered barrel, which can reduce the quality.
The cold forging process was first proposed by Steyr. Later, many countries in the world used Steyr’s cold forging machine tools to process barrels.
Technological development
The development of cold forging technology is mainly to develop high value-added products and reduce production costs. At the same time, it is constantly infiltrating or replacing it in cutting, powder metallurgy, casting, hot forging, sheet metal forming technology, and other fields. The combination of processes constitutes a composite process.
The hot forging-cold forging compound plastic forming technology is a new precision metal forming process that combines hot forging and cold forging. It makes full use of the respective advantages of hot forging and cold forging:
In the hot state, the metal has good plasticity and low flow stress, so the main deformation process is completed by hot forging; the accuracy of cold forging parts is high, so the important dimensions of the parts are finally formed by the cold forging process.
The hot forging-cold forging composite plastic forming technology appeared in the 1980s and has been more and more widely used since the 1990s. Parts manufactured with this technology have achieved good results in improving accuracy and reducing costs.
Numerical Simulation Technology
Numerical simulation technology is used to check the rationality of process and mold design.
With the rapid development of computer technology and the development of plastic finite element theory in the 1970s, many difficult problems in the plastic forming process can be solved by finite element methods.
In the field of the cold forging forming process, through modeling and determination of appropriate boundary conditions, finite element numerical simulation technology can intuitively obtain the stress, strain, die force, die failure, and possible defects of the forging during the metal flow process.
The acquisition of this important information has important guiding significance for the final determination of reasonable mold structure, mold material selection, heat treatment, and forming process plan.
Effective numerical simulation software is based on the rigid-plastic finite element method. This software includes Deform, Q form, Forge, MSC/Superform, etc. The use of finite element numerical simulation technology can be used to check the rationality of process and mold design.
The pre-forging shunt area-shunt final forging was studied by numerical simulation with the three-dimensional finite element numerical simulation software Deform 3DTM, and the forging load-stroke curve and the stress, strain, and velocity distribution of the entire forming process were obtained and compared with the traditional closed-form The simulation results of the upsetting process were compared.
The analysis shows that the traditional closed upsetting and extrusion forming spur gear has a large forming load, which is not conducive to the filling of the tooth profile.
Adopting the new technology of pre-forging splitting area-splitting final forging can greatly reduce the forming load, significantly improve the filling of the material, and obtain gears with full tooth profile and corners.
The gear cold precision forging forming process was numerically simulated by the three-dimensional large-deformation elastic-plastic finite element method, and the two-step forming mode with closed die forging as pre-forging and closed die forging, hole splitting, and constrained splitting as final forging was performed. Numerical simulation analysis was carried out on the deformation and flow conditions.
Numerical analysis results and process tests show that the diversion in the final forging, especially the restrictive hole diversion, is very effective in reducing the working load and improving the corner filling capacity.
Intelligent design technology
Intelligent design technology and its application in cold forging forming process and die design.
The Columbus Bettel Laboratory in the United States has developed a knowledge-based pre-forging geometric dimension design system. Because the shape of the pre-forged part is designed as a spatial geometry, the geometric shape must be manipulated, so the reasoning process cannot be described in the general language.
For the geometric information of the parts, the frame method is used to express, and different slots are used in the frame to define the basic components of the parts and the topological relationship between them. Design rules are expressed by production rules, and use OPS tools to make excuses.
The application of knowledge-based design methods in the design of cold forging forming processes and molds will completely change the traditional plastic forming process by relying on the experience of all designers, repeated modifications during the design process, and low design efficiency.
It uses artificial intelligence, pattern recognition, machine learning, and other technologies to extract appropriate knowledge from the system knowledge base during the design process to guide the cold forging forming process and mold design.
This technology is under further development. The knowledge-based design method has become a characteristic subject in the research of the forging process and mold design intelligent technology.
Process advantages
The cold forging process is a precision plastic forming technology that has unparalleled advantages in cutting processing, such as good mechanical properties, high productivity, and high material utilization.
It is especially suitable for mass production and can be used as a manufacturing method for final products. (Net-shape Forming), has a wide range of applications in the transportation, aerospace, and machine tool industries.
Process disadvantages
High material requirements; not suitable for small-scale processing; high mold requirements.
Cold Forging of Steel
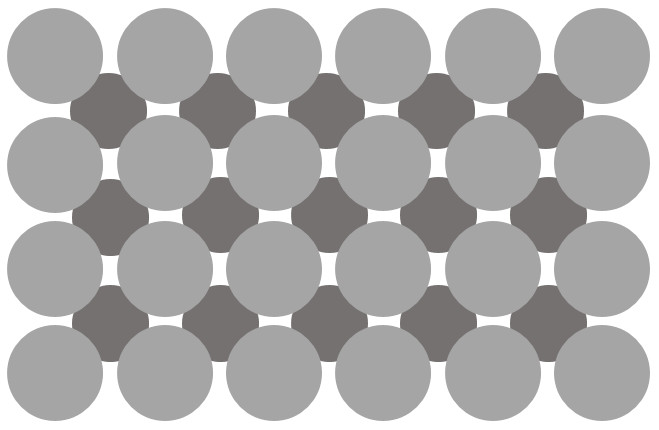
Cold forging is a lot like hot forging except it is at or near room temperature. The lower temperature means that the steel is much stronger and it is much more difficult to forge. That also means the steel is more brittle and therefore more likely to crack during forging or rolling. The shape of the grains in the steel are changed through forging. You can read about what grains are in this article. Steel is made up of planes of iron atoms, and if the steel was made up of only one grain these planes of atoms would all be parallel to each other:
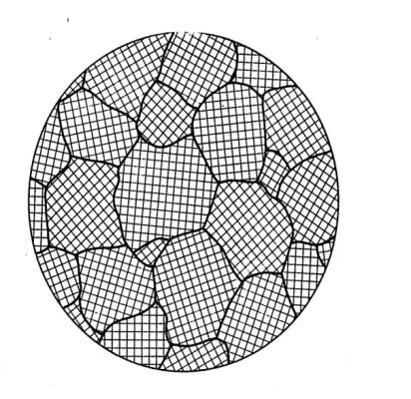
However, there are many grains inside steel, and the boundaries between these grains are where the planes of atoms meet each other. Each grain has a different “orientation” relative to the others, which is represented by the grid lines in the grains in the schematic below:
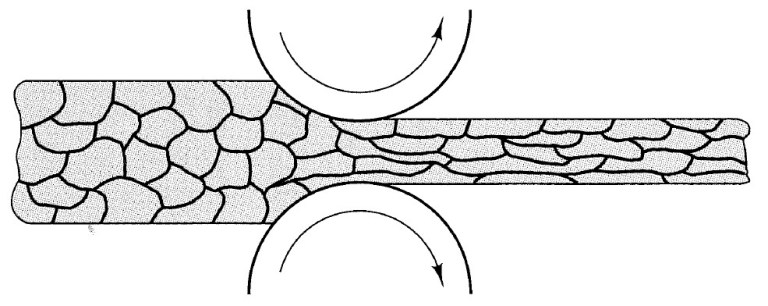
During cold rolling we are pancaking those grains and elongating them. When forging a piece of steel the deformation is not quite as uniform, of course, but the principles are essentially the same.
At the same time the steel is being strengthened during the cold working process. As the steel is worked “dislocations” are formed. Dislocations are atomic-level defects that control the mechanical properties of steel. You can read about them in this article. That is the same grain refinement article I linked to before but I have now doubled the chances you will be tricked into clicking on it. Steel always has dislocations, and different microstructures have a different density of dislocations.
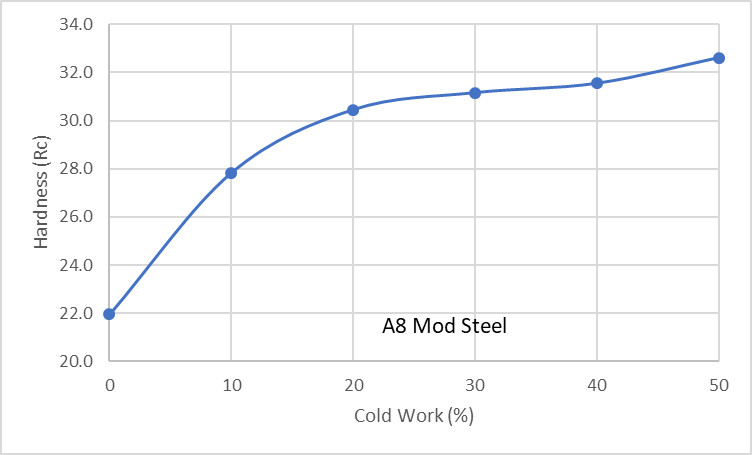
The strength of metals is controlled by how easily dislocations can move. Different features can prevent the movement of dislocations such as grain boundaries. So a fine grain size with many grain boundaries leads to higher strength because the dislocations are blocked by those boundaries. Dislocations also cannot easily move through other dislocations, so a higher density of dislocations means higher strength because there are more of them that black the movement of others. Martensite gets its strength, in part, from a very high density of dislocations. You can read about what makes martensite strong in this article. As steel is cold worked, more and more of those tiny atomic defects called dislocations are formed and the higher the density of those dislocations the stronger the steel is. These dislocations should not be thought of as macroscopic defects or tiny cracks; dislocations are not bad, they are inherent to metals as the atomic structure is never going to be perfect. It’s perhaps better thought of as increasing the degree of imperfection to the crystal structure by cold working. Cold work is typically given with a percentage, ie 10% cold reduction means the thickness has been reduced by 10%, while 50% means the thickness has been halved, with a corresponding increase in length, of course. Here is the increase in hardness of annealed A8 mod steel that has been cold worked up to 50% [1]:
When we start with annealed steel with soft ferrite and carbides, the structure looks something like below, with relatively round ferrite grains along with the smaller carbides (carbides in different colors to differentiate):
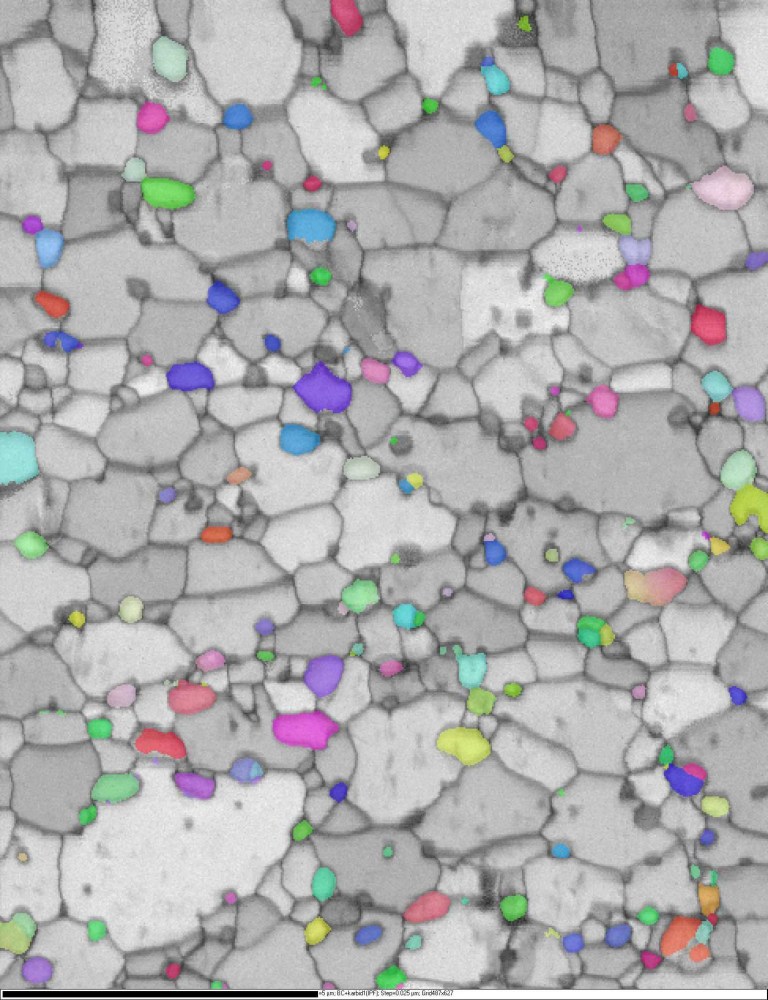
Annealed 13C26 stainless steel [2], the black bar is 5 microns
The above image was captured with “Electron Backscattered Diffraction” (EBSD) which is able to differentiate between different phases (austenite, ferrite, carbides) and grain orientations. Also the relative dislocation density is seen because grains with low density are “clean” and grains with high dislocation density are rougher and darker.
When the steel is cold rolled the carbides are more or less unaffected, but the grains are elongated and the dislocation density is increased, which can be seen in the image below because the “image quality” of the grains is poorer:
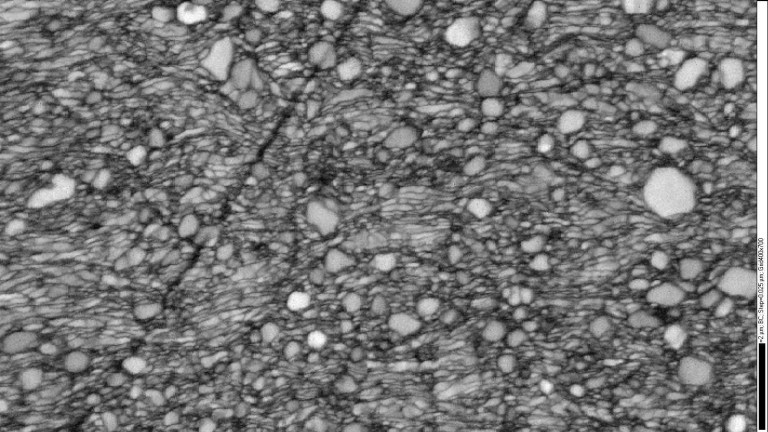
13C26 after a small amount of cold reduction [2], the carbides are not colored in this image, the black bar is 2 microns
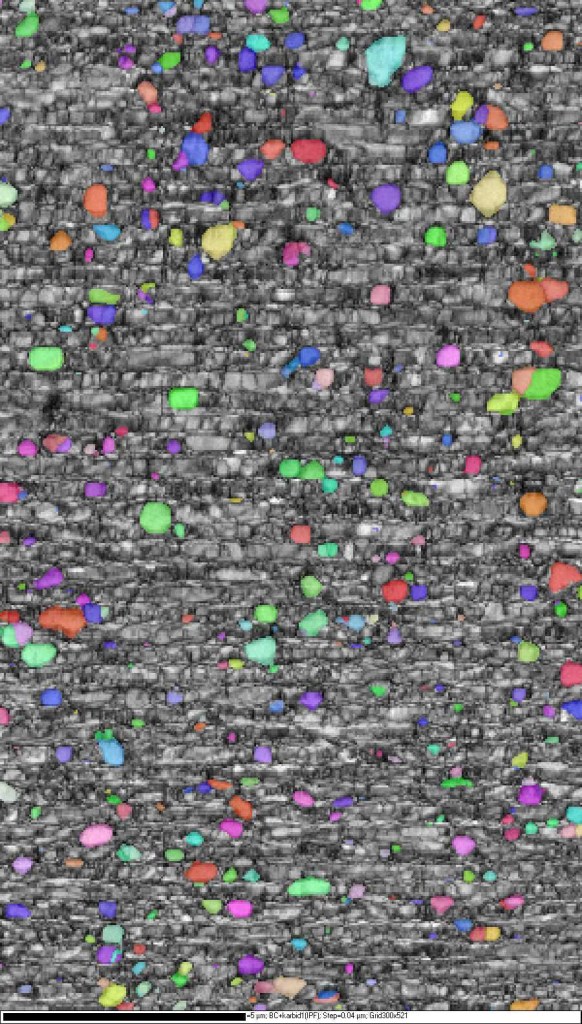
13C26 after a large cold reduction [2], the black bar is 5 microns
If heated to a sufficiently high temperature, the steel will “recrystallize” meaning it forms new grains. The more energy is put into the steel (more cold reduction) the higher the driving force is for recrystallizing. That energy is stored in the steel primarily through the formation of dislocations. So the energy is released from the steel by forming new grains with a low dislocation density.
Recrystallization occurs through the diffusion of iron atoms so a certain amount of temperature is required so that sufficient diffusion can take place. This is why cold work has the effect that it does, because the temperature is so low that the steel cannot “fix” itself with diffusion. However, the temperature at which recrystallization starts is also controlled by the degree of cold work. The greater the degree of cold work, the lower the temperature is that recyrstallization starts [3]:
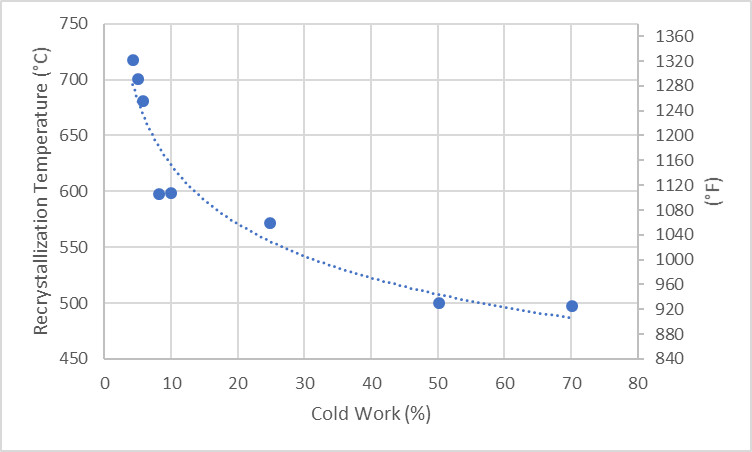
With a few percent cold work in the steel shown above, a full 700°C (1300°F) is needed to start recrystallization, while with 50-70% cold reduction only 500°C (930°F) is necessary for recrystallization to occur. The more cold work there is the more energy has been put in the steel in the form of dislocations, and that energy increases the “driving force” for recrystallization. The rate of recrystallization is affected by temperature as well, where at higher temperatures diffusion is faster so the rate of recrystallization is also increased [4]:
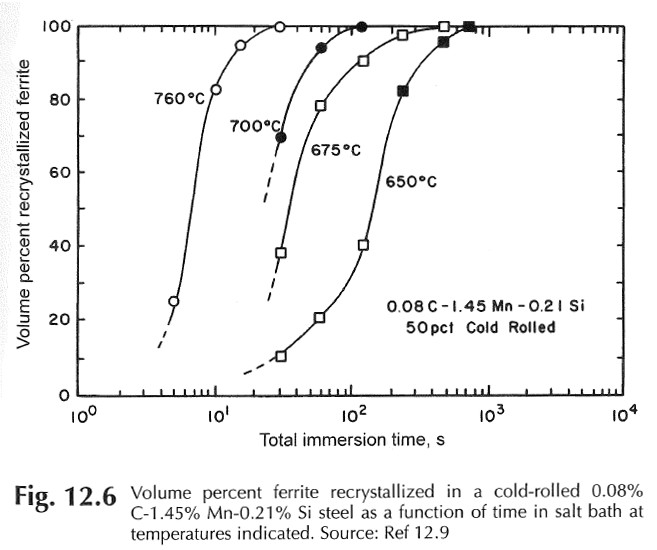
You can see that for the steel above, recrystallization is completed within 20 seconds at 760°C, while at 650°C it takes over 500 seconds. Again, this rate at different temperatures is dependent on the composition, carbides, and degree of cold work, but the above example provides some visual understanding of the difference with temperature.
Cold Rolled Steel
All of this information is relevant because some knife steels are available in cold-rolled form and that can lead to some differences from hot rolled steel. There are a variety of reasons why cold rolled steel might be desirable, such as improved surface condition. Generally cold rolled steel has a bright, shiny surface free of scale. The steel is first “pickled,” run through an acid bath to remove scale, prior to cold rolling and the combination of those two processes gives the steel a very smooth finish. The thickness of the steel is typically also more consistent, and cold-rolled steel is frequently available in thinner sizes. AEB-L is usually available in cold-rolled form and some 1095 steel, among others.
Does Cold Forging Lead to Superior Final Properties?
After all of these effects to the steel during cold working and recrystallizing, how does this affect the final heat treatment of austenitizing and quenching, and then the resulting hardness and toughness? The process of cold forging and and recrystallizing can lead to a smaller grain size which can improve the hardness-toughness balance. You can read about why in this article on grain refinement. That’s now the third time I have linked to that article and I really hope you have read it. The refinement in the ferrite grain size increases the nucleation sites for austenite formation so that the final prior austenite grain size is also smaller.
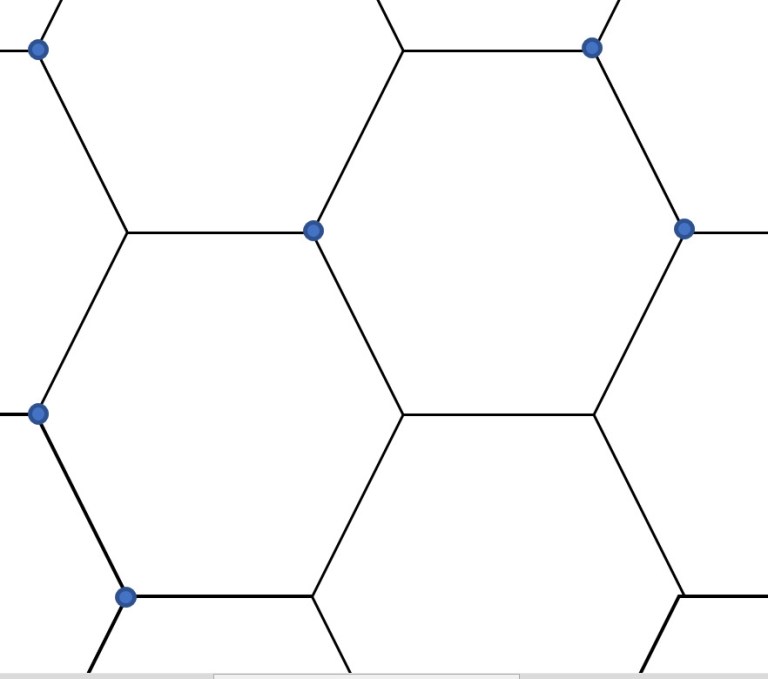
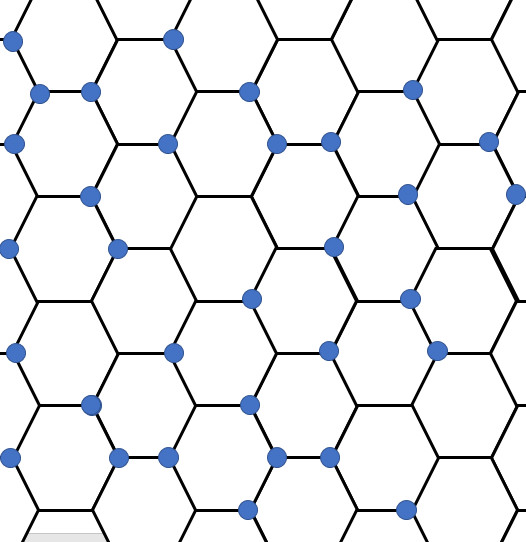
Smaller ferrite grain size leads to more austenite nuclei (blue circles) so when the austenite grows and replaces the ferrite the grain size is smaller
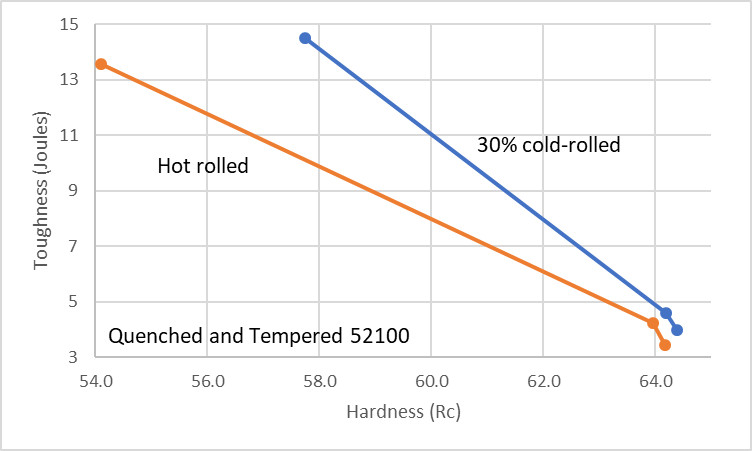
In one study on 52100 steel [5], they found that a 50% cold reduction led to a decrease in grain size from ~11 microns to 6 microns, which gave a corresponding increase in toughness:
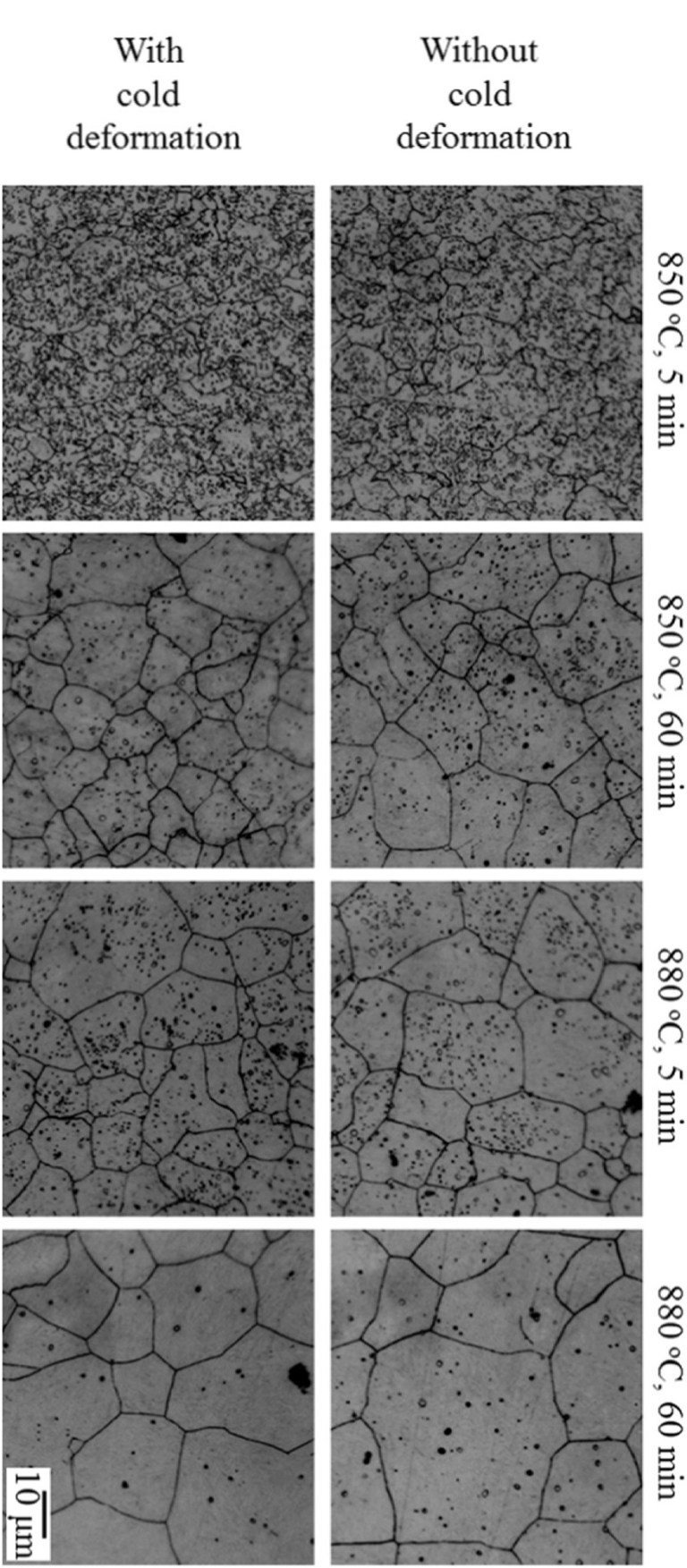
In another study on 52100 [6], they found that cold rolling decreased the final grain size, and also that the energy of cold working accelerated the dissolution of carbides:
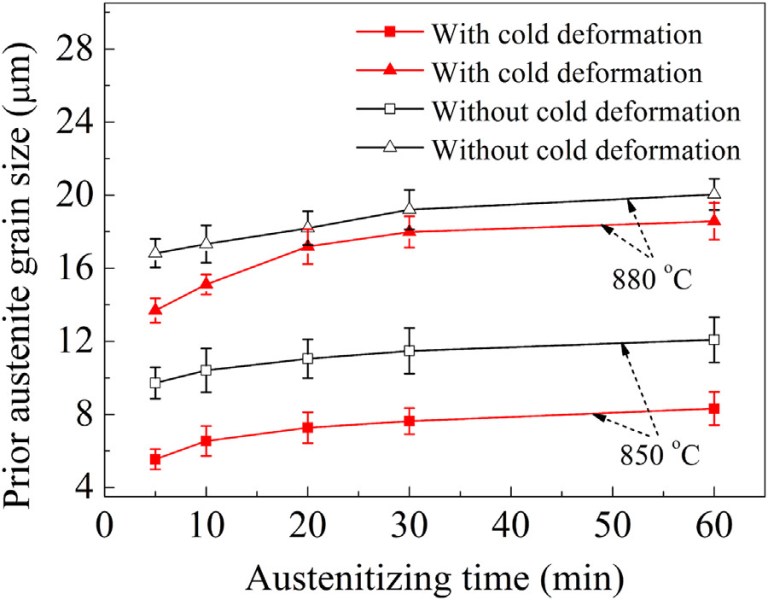
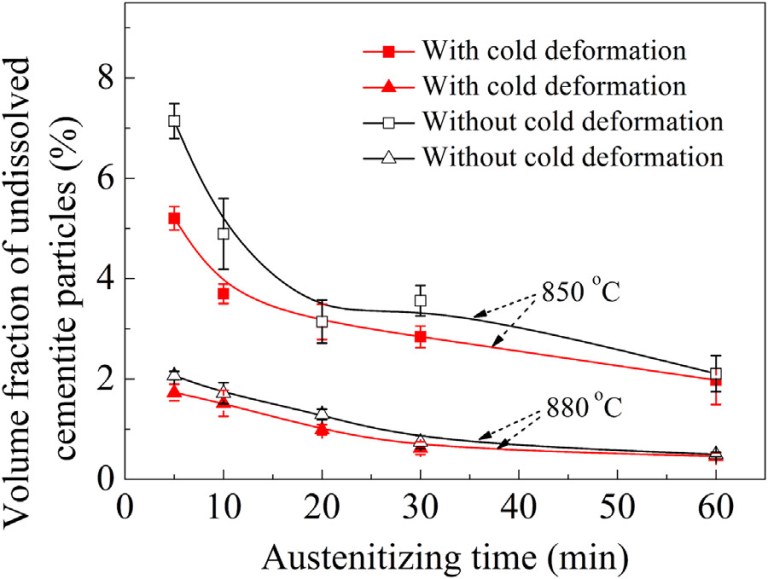
The increase in carbide dissolution at high temperature means there is more carbon in solution. More carbon in solution prior to quenching leads to higher hardness and lower toughness (read more in Austenitizing Part 1 and Part 2). However, since the grain size was also reduced there was an improvement in both hardness and toughness by cold reduction of the 52100 prior to heat treatment:
To get a better idea for the change in grain size from cold rolling prior to heat treatment, here are the images of the grain boundaries from the experiments above:
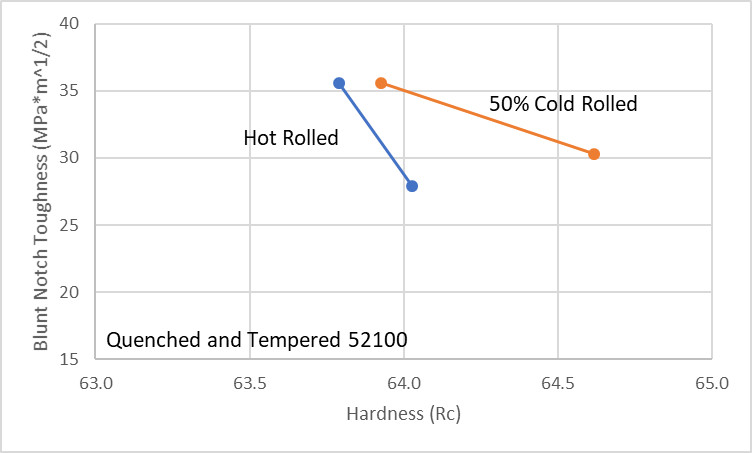
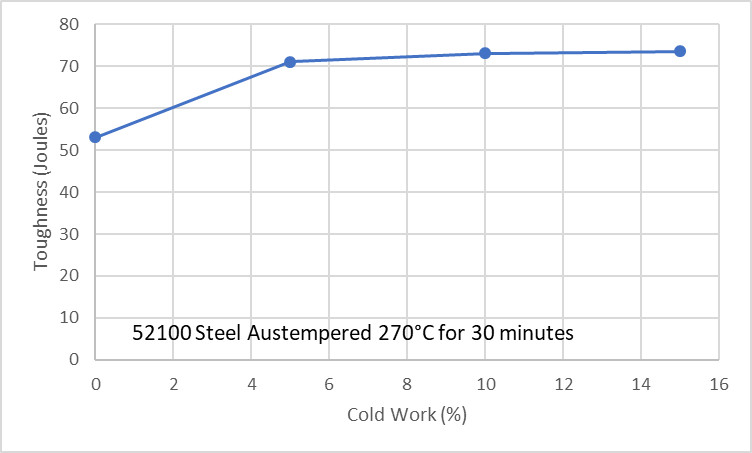
Another study on austempering of 52100 [7] for a bainitic microstructure found that cold reduction prior to heat treatment led to an improvement in toughness:
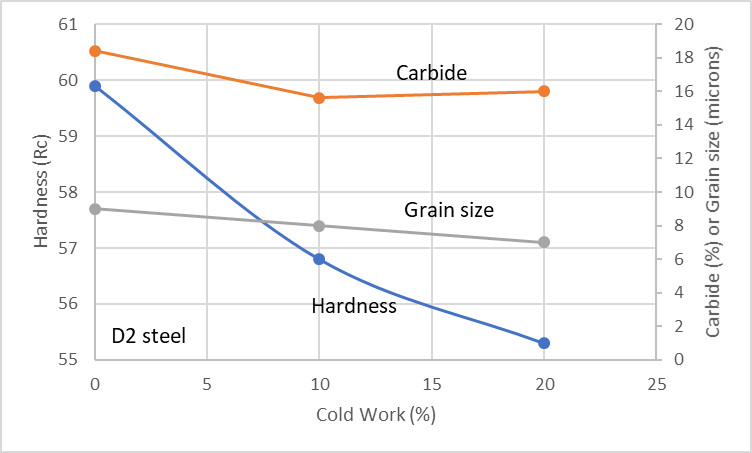
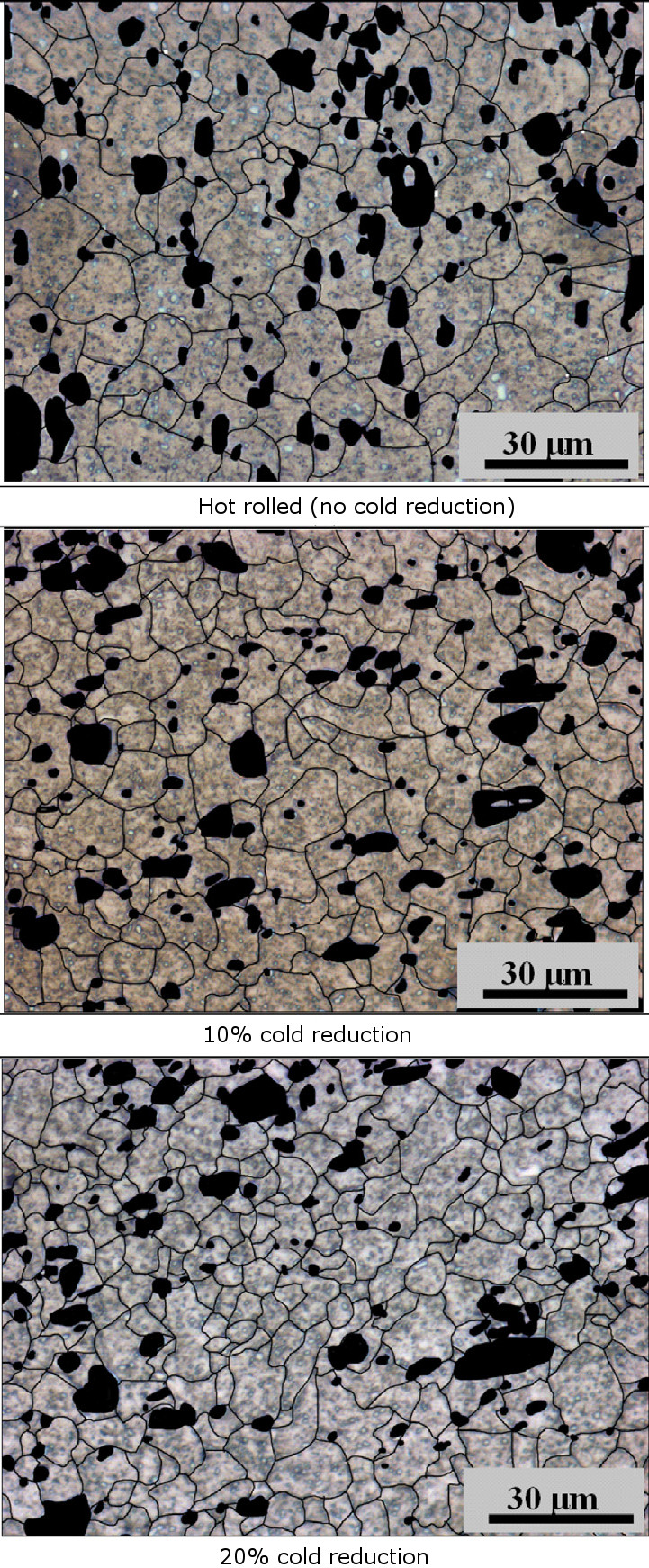
In a study on D2 steel [8], they tested hot rolled steel as well as 10% and 20% cold reduction prior to heat treating. They austenitized at 1030°C (1885°F) for 20 minutes prior to quenching and afterward measured the hardness and observed the microstructure. They found that cold work accelerated carbide dissolution and refined the grain size similar to the 52100 study. However, the hardness was reduced because more retained austenite was formed. More carbon and alloy in solution from dissolving carbide can increase retained austenite, you can find out why in this article. A reduction in grain size also decreases the martensite start temperature and therefore increases the final retained austenite [9]. Therefore, the use of cold rolling may require a reduction in the chosen austenitizing temperature to ensure that there isn’t excessive retained austenite after heat treatment.
No toughness testing was included but you can see the reduction in grain size in these micrographs:
Dangers of Cold Rolling
With the increase in hardness and corresponding decrease in toughness and ductility, there is a chance of cracking with cold rolling. This frequently occurs through cracking of the edges and in some circumstances “alligatoring” where the steel splits from the center:

This image from [9]
Alligatoring starts by the formation of voids near the center of the steel, and these eventually link up until the steel splits:
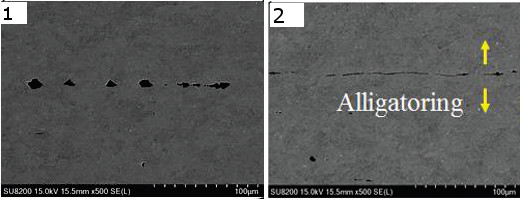
These images from [9]
Tool steels with their high fraction of carbides can lead to the promotion of these voids so that alligatoring is more likely to occur. The high fraction of carbides also means that ductility in general of annealed steel is low. Therefore the degree of cold reduction that a tool steel can withstand is relatively low. In the case of A8 mod, the formation of centerline cracks were observed with reductions as low as 20% [9]:
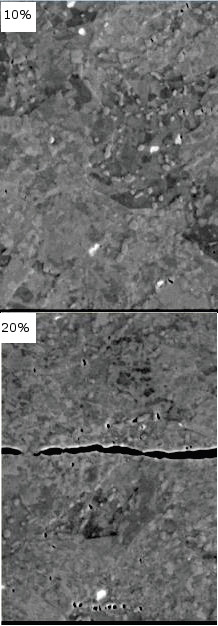
More and larger carbides would decrease the ductility of the annealed steel leading to a higher likelihood of alligatoring and cracking. Therefore steels with a small volume of small carbides like AEB-L, 1095, or 52100 would show better ductility for cold rolling than steels with large amounts of carbide like D2 or 10V steels.
The other common defect with cold rolling of steel is cracking of edges [10]:

Summary and Conclusions
Cold reduction leads to an increase in hardness of the steel through an increase in dislocation density. When heated the steel recrystallizes forming new grains, and those grains are often smaller than the original grain size. The refinement in grain size is maintained through the final heat treatment to martensite. The refinement in grain size can lead to an improvement in toughness. Cold reduction also leads to an acceleration of carbide dissolution which means that the austenitization temperature may need to be reduced to maintain the same hardness. Tool steels have relatively low ductility at room temperature, so cold reduction should be limited to 15% or less if performed, and only on annealed steel.
References
- [1] Ghasemi-Nanesa, Hadi, Mohammad Jahazi, Majid Heidari, and Tom Levasseur. “The influence of deformation-induced microvoids on mechanical failure of AISI A8-Mod martensitic tool steel.” In AIP Conference Proceedings, vol. 1896, no. 1, p. 020021. AIP Publishing, 2017.
- [2] Ionescu-Gabor, Sorin. “Study and empirical modelling of recrystallisation annealing of martensitic chromium steel strip by means of EBSD.” PhD diss., KTH, 2009.
- [3] H.F. Kaiser and H.F. Taylor, Transactions American Society for Metals, vol. 27, p. 256 (1939).
- [4] Yang, DZa, ELb Brown, DKb Matlock, and Gb Krauss. “Ferrite recrystallization and austenite formation in cold-rolled intercritically annealed steel.” Metallurgical Transactions A 16, no. 8 (1985): 1385-1392.
- [5] Beswick, J. M. “Fracture and fatigue crack propagation properties of hardened 52100 steel.” Metallurgical Transactions A 20, no. 10 (1989): 1961-1973.
- [6] Li, Zhen-xing, Chang-sheng Li, Jin-yi Ren, Bin-zhou Li, Jian Zhang, and Yong-qiang Ma. “Effect of cold deformation on the microstructure and impact toughness during the austenitizing process of 1.0 C–1.5 Cr bearing steel.” Materials Science and Engineering: A 674 (2016): 262-269.
- [7] Chakraborty, J., P. P. Chattopadhyay, D. Bhattacharjee, and I. Manna. “Microstructural refinement of bainite and martensite for enhanced strength and toughness in high-carbon low-alloy steel.” Metallurgical and Materials Transactions A 41, no. 11 (2010): 2871-2879.
- [8] Nanesa, Hadi Ghasemi, Julien Boulgakoff, and Mohammad Jahazi. “Influence of prior cold deformation on microstructure evolution of AISI D2 tool steel after hardening heat treatment.” Journal of Manufacturing Processes 22 (2016): 115-119.
- [9] Beswick, J. “Effect of prior cold work on the martensite transformation in SAE 52100.” Metallurgical Transactions A15, no. 2 (1984): 299-306.
- [10] Xie, Haibo. “The research on the edge crack of cold rolled thin strip.” (2011).
- [11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017